

 Реферат: Разработка программатора микросхем ПЗУ
Реферат: Разработка программатора микросхем ПЗУ
Количественная оценка осуществляется с помощью системы базовых показателей.
4.1.1 Коэффициент использования микросхем и микросборок в блоке
Ки.мс = Нмс/Нэрэ
где Нмс - общее количество микросхем и микросборок в изделии, шт.
Нэрэ – общее количество электрорадиоэлементов, шт.
Ки.мс = 29/251 » 0,115
4.1.2 Коэффициент автоматизации и механизации монтажа изделий
Ка.м = На.м/Нм
где На.м - количество монтажных соединений, которые могут осуществляться механизированным или автоматизированным способом, Нм - общее количество монтажных соединений.
Ка.м = 310/310 = 1
4.1.3 Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу.
Км.п.эрэ = Нм.п.эрэ/Нэрэ
где Нм.п.эрэ – количество ЭРЭ, подготовка которых к монтажу может осуществляться механизированным и автоматизированным способом.
Км.п.эрэ = 251/251 =1
4.1.4 Коэффициент повторяемости ЭРЭ
Кпов.эрэ = 1 - Нт.эрэ/Нэрэ
где Нт.эрэ – общее количество типоразмеров ЭРЭ в изделии, шт.
Кпов.эрэ = 1 – 24/251 = 0,905
4.1.5 Коэффициент применяемости ЭРЭ
Кп.эрэ = 1 - Нт.ор.эрэ/Нт.эрэ
где Нт.ор.эрэ – количество типоразмеров оригинальных ЭРЭ в изделии, шт.
Кп.эрэ = 1 - 0/24 = 1
4.1.6 Основным показателем, используемым для оценки технологичности конструкции, является комплексный показатель для технологичности конструкции изделия.
К=(К1j1+ К2j2…+ Кnjn)/(j1+j2+…jn);
Коэффициент j зависит от порядкового номера основных показателей технологичности, ранжированная последовательность которых устанавливается экспертным путем.
![]()
Уровень технологичности конструкции изделия при известном нормативном показателе оценивается отношением полученного комплексного показателя к нормативному, которое должно удовлетворять условию

Нормативное значение показателя технологичности конструкции блоков электронной техники для условий опытного производства составляет 0,4…0,7, следовательно:
К/Кн=0,7/0,4»1,75;
Так как 1,75>1, то уровень технологичности конструкции данного изделия соответствует всем требованиям.
Вывод: На основании качественной и количественной оценок можно сделать вывод, что устройство является технологичным по своей конструкции, то есть обеспечивает минимальные затраты при заданных показателях качества производства.
4.2 Обоснование выбора метода изготовления печатной платы
В настоящее время насчитывают до двухсот методов, способов и вариантов изготовления печатных плат. Однако большинство из них устарело. В современном промышленном производстве печатных плат широко применяют химический, комбинированный и электрохимический методы получения печатных проводников.
Печатную плату программатора можно изготовить как электрохимическим, так и комбинированным методом.
Электрохимический метод применяют для изготовления двухсторонних печатных плат с высокой плотностью проводящего рисунка.
|
|
Таким образом, технологический процесс изготовления печатных плат электрохимическим методом освобождает от необходимости применять фольгированные медью диэлектрики и обеспечивает повышенную плотность монтажа на платах, что обусловливает возможность в ряде случаев заменить сложные в производстве многослойные печатные платы на двухсторонние.
Комбинированный метод применяют для изготовления ДПП и ГПП (гибких печатных плат) с металлизированными отверстиями на двустороннем фольгированном диэлектрике. Проводящий рисунок получают субтрактивным методов, а металлизацию отверстий осуществляют электрохимическим методом.
Для изготовления печатной платы программатора выбран электрохимический (полуаддитивный) метод, так как он обладает рядом достоинств, в некоторых случаях и над другими методами изготовления печатных плат.
Основное отличие от комбинированного позитивного метода заключается в использовании нефольгированного диэлектрика СТЭФ.1-2ЛК ТУ АУЭО 037.000 с обязательной активацией его поверхности.
Разрешающая способность этого метода выше, чем у комбинированного позитивного. Это объясняется малым боковым подтравливанием, которое равно толщине стравливаемого слоя и при полуаддитивном методе составляет всего 5 мкм, а при комбинированном больше 50 мкм. Метод обеспечивает высокую точность рисунка, хорошее сцепление проводников с основанием и устраняет неоправданный расход меди, который доходит до 80% при использовании фольгированных диэлектриков.
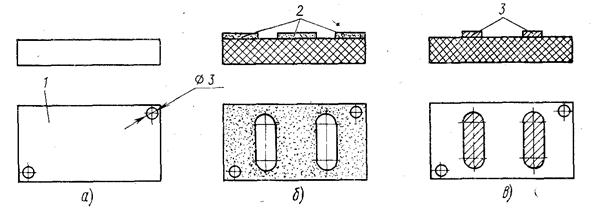
Рисунок 1 - Схема получения печатных проводников электрохимическим методом:
а – заготовка платы из нефольгированного диэлектрика с технологическими отверстиями; б – негативный рисунок схемы проводников; в — плата с печатными проводниками; 1 — основание платы; 2 — резист; 3 — печатные проводники платы.
Электрохимический метод заключается в нанесении на плату фоторезиста и получение негативного рисунка схемы. Незащищенные участки платы, соответствующие будущим токоведущим проводникам, металлизируются химическим, а затем электрохимическим способами в соответствии с рисунком 1.
При этом металлизируются все монтажные отверстия, предназначенные для установки навесных элементов и электрической связи проводников при их двустороннем расположении.
Этот метод осуществляется посредством следующих операций:
1 Входной контроль листа диэлектрика;
2 Резка заготовок;
3 Сверление базовых технологических отверстий;
4 Сверление монтажных отверстий на станке с ЧПУ;
5 Подготовка поверхности;
6 Химическое меднение;
7 Усиление меди гальваническим меднением;
8 Получение защитного рисунка на пробельных местах;
9 Гальваническое меднение;
10 Гальваническое покрытие сплавом олово-свинец;
11 Удаление защитного рельефа;
12 Травление меди с пробельных мест;
13 Обработка по контуру;
14 Контроль по ТУ.
4.3 Установка нанесения сухого пленочного фоторезиста
В настоящее время разработаны новые способы и устройства нанесения сухого пленочного фоторезиста, обеспечивающие высокую точность нанесения и исключающие потерю фоторезиста.
Возрастающие требования к точности и качеству схем, необходимость автоматизации процессов и рост объемов выпуска плат привели к замене жидких фоторезистов сухим пленочным фоторезистом (СПФ). В настоящее время как у нас в стране, так и за рубежом разработаны и внедрены сухие пленочные фоторезисты.
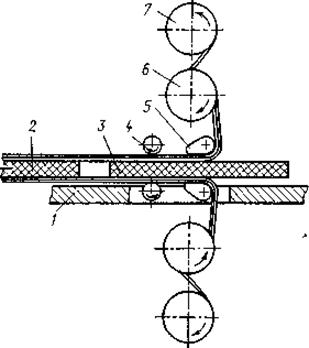
Рисунок 2 - Принцип работы установки для двустороннего нанесения пленочного фоторезиста:
1 – стол; 2 – заготовка платы с нанесенным фоторезистом; 3 – металлизированная заготовка платы; 4 – прижимные протягивающие валки; 5 – нагревательные плиты; 6 – барабан с фоторезистам; 7 – барабан с защитной пленкой.
На рисунке 2 показан принцип работы установки, предназначенной для двустороннего нанесения пленочного фоторезиста в условиях серийного изготовления плат. Адгезия СПФ к металлической' поверхности заготовок плат обеспечивается разогревом пленки фоторезиста на плите до размягчения с последующим прижатием при протягивании заготовки между валками. Установка снабжена термопарой и прибором контроля температуры нагрева пленки фоторезиста. На установке можно наносить СПФ на заготовки шириной до 600 мм со скоростью их прохождения между валками 1,0-3,0 м/мин. Фоторезист нагревается до температуры 110-120 °С.
4.4 Анализ дефектов фотопечати
Таблица 3.
| Вид дефекта | Причины дефекта | Способы устранения |
| Складки и вздутия в пленке |
Плохая намотка рулона Не отрегулировано натяжение в пленке |
Ровно намотать рулон Отрегулировать натяжение в пленке |
|
Отслаивание пленки с заготовки |
Плохая подготовка поверхности заготовок Нарушение режимов нанесения |
Улучшить качество подготовки поверхности Нанести пленку в соответствии с технологией |
| Механические включения | Загрязненность фоторезиста или воздушной среды помещения | Очистить фоторезист и воздух помещения от примесей |
| Плохое отделение лавсановой пленки при проявлении | Повышенная температура или увеличенное время при экспонировании | Понизить температуру либо уменьшить время при экспонировании |
| Набухание, приподнятые края, разрушение защитного рисунка |
Недостаточное экспонирование Передержка при проявлении Нарушение режимов нанесения |
Продолжить процесс экспонирования Контролировать время выдержки Нанести пленку в соответствии с технологией |
| Прилипание фотошаблона к пленке при экспонировании |
Завышена температура в зоне экспонирования Несоответствие времени выдержки характеристикам ламп |
Понизить температуру в зоне экспонирования Выдержать время, соответствующее характеристикам данных ламп |
| Фоторезист не удаляется |
Избыточная толщина металлического покрытия Загрязненный раствор для удаления Недостаточное давление, под которым подается раствор |
Уменьшить толщину металлического покрытия Очистить раствор от примесей Увеличить давление |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20
