

 Реферат: Билеты по технологии отрасли
Реферат: Билеты по технологии отрасли
Резец характеризуется поперечным сечением державки, bxh – 16*16mm,30*40mm.
Основное приспособление:
 Патрон
Патрон
С ручным приводом, пневматическим.
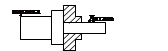
Для зажима длинных заготовок - задний центр.
![]()
Для обработки полых заготовок(втулок) применяются оправки
Рассмотрим некоторые типы токарных станков.
1.токарные одно-шпиндельные автоматы (11)
Предназначены для автоматического изготовления мелких деталей из длинного прутка, в приборостроении, часовой промышленности.
Автоматическое перемещение всех рабочих органов станка осуществляется от одного распределительного вала с набором кулачков.
Сложные в наладке (от 3-3 часов до 2-8 смен). Обеспечивают высокую производительность 100-150 дет/час. Высокая точность деталей.
3.Револьверные станки.
В место задней бабки станки имеют револьверную головку. Она шестигранная с вертикальной осью и несет очень много инструментов для обр-ки.
Наличие дополнительных инструментов позволяет расширить объем работ, и поэтому они второй тип по распространенности.
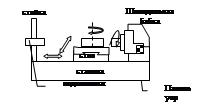
6.Токарно-винторезные станки
Наличие ходового винта, обеспечивающего согласованное перемещение супорта с вращением шпинделя, что позволяет получить сложные винтовые поверхности.
2.Токарные многошпиндельные станки
В крупносерийном и массовом производстве.
5.Карусельные станки.
У стола вертикальная ось вращения. D (диаметр) до 12м. Тяжелые детали.
7.Токарные многорезцовые полуавтоматы.
Суппорт несет до 10-15 инструментов. Обрабатывает сразу, применяются в крупносерийном производстве.
№30. Обработка на сверлильных и расточных станках.
Сверление – метод получения отверстий в сплошном металле с помощью специальных инструментов – сверл.
Наиболее широко используются вертикально-сверлильные станки.

Основной инструмент:
![]() 1.сверла – d=1-40мм, из
быстрорежущих материалов, сплавов, 11-12 квалитет.
1.сверла – d=1-40мм, из
быстрорежущих материалов, сплавов, 11-12 квалитет.
2.Зенкеры для увеличения диаметра уже имеющихся отверстий – 9-10 квалитет, d=6-30мм, большие d=20-120 мм.
![]() 3.Развертка –
многозубый инструмент, 7-8 квалитет, z=6-12
3.Развертка –
многозубый инструмент, 7-8 квалитет, z=6-12
![]() 4.Метчик – для
прорезния резьбы в отверстиях, М4 - М 14 (метрическая резьба).
4.Метчик – для
прорезния резьбы в отверстиях, М4 - М 14 (метрическая резьба).
Расточные станки – используются для круглых отверстий в больших деталей с большим диаметром 100-1000мм. Наиболее часто встречаются:
 Горизонтально-расточные
станки
Горизонтально-расточные
станки
Стол станка устанавливается на салазках.
Вращение обеспечивает обработку со всех сторон. Основной горизонтальный инструмент – борштанга:

|
![]()
 Координатно-расточные
Координатно-расточные
– особенность заключается в том, что столб перемещается с высокой точностью по координатам X Y. Предназначены для обработки деталей с очень точно расположенными отверстиями.
Отличаются высокой точностью 0.001мм, дорогие, напоминают вертикально-расточные станки, должны использоваться при t: 20С±0,2С,нужно выдержать очень
№31. Обработка на фрезерных станках.
![]() Фрезерование
–высокопроизводительный способ обработки многолезвийным инструментом – фрезой
(для обр-ки плоских поверхностей, открытых, уступов, канавок, фасонных
поверхностей).
Фрезерование
–высокопроизводительный способ обработки многолезвийным инструментом – фрезой
(для обр-ки плоских поверхностей, открытых, уступов, канавок, фасонных
поверхностей).
Режущий инструмент –фрезы:
-Цилиндрическая для обработки плоских поверхностей.
![]() -Торцевая-
режущая часть из дорогих инструментов (для обр-ки крупных деталей) - самый
многочисленный вид.
-Торцевая-
режущая часть из дорогих инструментов (для обр-ки крупных деталей) - самый
многочисленный вид.

![]() -Концевая – обраб-ет уступы,
универсальные инструмент.
-Концевая – обраб-ет уступы,
универсальные инструмент.
-Дисковые:
Основные типы станков.
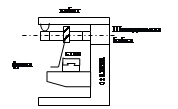 Горизонтально-фрезерные:
Горизонтально-фрезерные:
Горизонтально-фрезерный станок состоит из следующих основных узлов:
Станина - служит для крепления всех узлов и механизмов станка. Некоторые из них расположены внутри станины и не видны (электродвигатель, коробка скоростей).
Хобот - предназначен для поддержания свободного конца фрезерной оправки. Хобот может выдвигаться на различные расстояния от станины в зависимости от длины используемой оправки.
Консоль - представляет собой жёсткую чугунную отливку, установленную на направляющих станины. Консоль может перемещаться по направляющим вверх и вниз, и служит для закрепления стола.
Стол - станка предназначен для закрепления обрабатываемой детали и сообщения ей движения подачи. Стол может перемещаться в продольном и поперечном направлениях, а также в вертикальном вместе с консолью.
Шпиндель - станка служит для закрепления фрезерной оправки и передачи вращения фрезе.
Коробка скоростей - предназначена для передачи вращения шпинделю и изменения числа его оборотов.
Вертикально-фрезерные - применяются торцевые и кольцевые фрезы.
 Вертикально-фрезерный
станок отличается от горизонтального только вертикальным расположением шпинделя
и отсутствием хобота.
Вертикально-фрезерный
станок отличается от горизонтального только вертикальным расположением шпинделя
и отсутствием хобота.
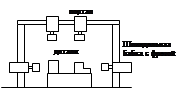 Продольно-фрезерные
(в массовом и крупносерийном производстве)
Продольно-фрезерные
(в массовом и крупносерийном производстве)
Детали ездят на подвижном столе, и когда деталь проходит мимо фрезы срезается слой материала.
№32. Обработка на шлифовальных станках.
 Шлифование
Шлифование
- процесс обработки заготовки резанием специальным инструментом – абразивном кругом. При изготовлении абразивных кругов абразивные зерна равномерно размешивают в связке и спекают.
При вращении круга каждое зерно срезает с поверхности тоненькую стружку, их очень много (100 млн в мин)
За счет этого и достигается высокая точность 6-7кв, низкая шероховатость Ra=0,1-1мкм.
Шлифование – чистовой отделочный метод обработки и шлифовальные станки заканчивают технологический процесс. Это единственный метод, которым можно обрабатывать деталь после закалки с высокой твердостью, можно обработать поверхности любой формы.
Но наиболее часто встречается шлифование внутренних и наружных цилиндрических поверхностей.
 Круглое наружное шлифование.
Круглое наружное шлифование.
Стружка вылетает в виде искр, за каждый двойной ход осуществляется глубина резания. Процесс происходит медленно, но точно. Глубина срезания t=0,0002- 0,01, Vk=30-50 м/с.
Абразивный круг быстро изнашивается, тупиться. Но возможно самозатачивание: затупившиеся зерна будут вырываться, а на их место будут появляться новые острые, но этот процесс неуправляем. Поэтому необходимо останавливать станок и править алмазным карандашом. Чем точнее обработка, тем чаще приходится править круг.
Основные типы станков.
1) круглошлифовальные - для наружноние цилиндрических пов-стей. Круг – Dк=700-1500мм.
2) Внутришлифовальные станки – для внутренних точных отверстий. Dк=5-60мм, частота вращения – n=10-12тыс. об/мин.
3) плоскошлифование – для больших плоских поверхностей, Dк=400-700мм.
4) Зубошлифовальние и резьбошлифовальные.
Все станки отличаются высокой точностью, качеством. Они очень дорогие, самые дорогие. Их выделяют в отдельную группу, помещают в отдельное помещение, т.к. часть абразива попадает в воздух. Работа высокой вредности.
№33. Основные принципы программного управления технологическим оборудовантем. Технологические возможности станков с ЧПУ.
 Изобретение механического
привода позволило освободить человека от физического труда, но управление
осуществлялось в ручную. Развитие производства привело к автоматизации. К
середине нашего века сложилась система: САУ -
система автоматического управления механического типа, т.е. программа
управления осуществляется в виде реально существующих аналогов.
Изобретение механического
привода позволило освободить человека от физического труда, но управление
осуществлялось в ручную. Развитие производства привело к автоматизации. К
середине нашего века сложилась система: САУ -
система автоматического управления механического типа, т.е. программа
управления осуществляется в виде реально существующих аналогов.
Кулачки (муз. Шкатулка):
Физическим носителям информации свойственны 2 недостатка:
1. Информация чертежа детали из цифровой превращается в аналоговую в виде сложной криволинейной поверхности, это преобразование связано с потерей информации, а такая материальная форма связана с износом программы-носителя.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15
