

 Реферат: Особенности сварки алюминия
Реферат: Особенности сварки алюминия
| Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки | УДГУ-351 | Симметричный ток, IСВ = 50А | 16 | 37 | Ц5В0,5; 5П0,3; В0,5 | ||||
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.56 | 9 | 90 | 3П0,3; В2,0 | |||||
| УДГУ-351 | Асимметричный ток, IСВ = 50А, КАС = 0.43 | 26 | 83 | 4С5В0,5; 2В0,5 | |||||
| УДГУ-351 | Пульсир. режим = 0.15с, tп= 0.15с, IСВ = 50А | 23 | 75 | 2С10В0,5; С20В0,5; П 1,0 | |||||
Из анализа данных таблицы 3.1 следует: . . . .
Наилучший результат обеспечивает стандартная установка для импульсно-дуговой механизированной сварки типа ВДГИ-302 на частоте следования импульсов 50Гц. Сварные соединения, сваренные этим методом, единственные среди исследованных в работе, не имеют внутренних дефектов, имеют самую высокую механическую прочность сварного соединения (84% от прочности основного металла) и один из самых высоких углов загиба.
Ко второй группе установок относятся выпрямители для полуавтоматической сварки (ВД-306(506)ДК, ВДУ-506), которые показали очень неплохие результаты. Механическая прочность составляет 81,2% от прочности основного металла для ВД-306ДК и 65% для ВДУ-506.
К третьей группе установок относится синергетический источник Синермиг-401 на котором производилась импульсно-дуговая механизированная сварка на базовой частоте 26кГц и подача дополнительных импульсов на частоте 100Гц. Полученные данные по этому источнику достаточно противоречивы. С одной стороны получена самая высокая пластичность сварного соединения (данные по углу загиба), с другой стороны – один из самых низких показателей механической прочности (56% от прочности основного металла).
К четвертой группе установок можно отнести метод сварки ТИГ на установках типа УДГУ-501. Самым интересным результатом является факт, что при сварке переменным симметричным током получены одни из самых низких показателей по механической прочности и углу загиба сварного соединения (50% от прочности основного металла). Хуже имеются данные только при коэффициенте асимметрии 0,43, т.е., когда синусоида напряжения на электроде горелки и изделии сдвинута в положительную область, т.е. на изделии присутствует больше положительного потенциала, чем отрицательного (28% от прочности основного металла). Картина качественно меняется, когда коэффициент асимметрии составляет 0,53, т.е. синусоида напряжения на электроде и изделии сдвинута в отрицательную область (81,2% от прочности основного металла) или когда применен пульсирующий режим сварки (72 % от прочности основного металла).
Объяснить полученные результаты можно следующим образом: при сварке алюминиевых конструкций и использовании алюминиевой проволоки для обеспечения формирования плотного малоокисленного сварного соединения перенос должен вестись каплями достаточно однородного размера, причем размер этих капель должен не быть минимальным, а перенос, соответственно, не должен быть струйным. В противном случае, при использовании инверторных источников питания, когда из-за работы источника питания на большой частоте происходит процесс дробления капель, происходит их интенсивное окисление, ввиду резкого увеличения удельной поверхности капель. Сварное соединение формируется из капель минимального размера, которые достаточно окислены, поэтому механические свойства соединения невелики, но внешний вид и пластичность соединения находятся на высоком уровне. Для формирования высококачественного сварного соединения просто не хватает степени газовой защиты, а сварка со специальными дополнительными газовыми поддувами или камерами с контролируемой атмосферой экономически не оправдана.
Косвенно полученный вывод подтверждает результат по использованию другого импульсно-дугового источника, но работающего на промышленной частоте – ВДГИ-302. В этом случае, уменьшение частоты следования импульсов со 100 до 50Гц, т. е. не стремление к струйному переносу, а стремление фиксировать размер капель электродного металла на уровне 0,8-1 мм, позволило получить самые высокие результаты.
В таблице 3.2 приведены экспериментальные
характеристики сварочного процесса при механизированной сварке плавящимся
электродом (dэ=1.2 мм) в среде аргона сплава АМг5. Таблица 3.2
Экспериментальные характеристики сварочного процесса при механизированной
сварке плавящимся электродом (dэ=1.2 мм) в среде аргона сплава АМг5 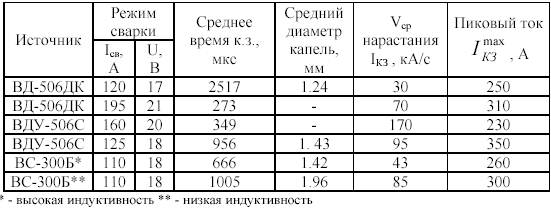
ТЕХНИКА БЕЗОПАСНОСТИ И ПОЖАРНЫЕ МЕРОПРИЯТИЯ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ
Леса, подмостки и трапы на судне должны быть надежными, изготовленными по утвержденным чертежам и принятыми представителями отдела техники безопасности. Леса должны иметь бортовые доски высотой 150 мм, чтобы исключить падение вниз инструментов или других предметов. На лесах обязательно устанавливают 2-3 яруса лееров. Трапы или сходни должны быть прочно закреплены и иметь перила по обеим сторонам. Не допускается перегрузка лесов сверх нормы. Необходимо следить, чтобы по одной вертикали на лесах и площадках не работало несколько человек.
Запрещается работать на мокрых, скользких и обледенелых палубах судна и настилах лесов. Лед надо сколоть, а мокрые места посыпать песком, опилками и т.п.
Все рабочие места в цехе и на судне должны быть оборудованы средствами тушения пожаров. В жаркое время года деревянные настилы лесов периодически поливают водой. Все горючие и быстровоспламеняющиеся материалы хранят в специальных помещениях и специальной таре. При использовании огнеопасных материалов нужно строго придерживаться инструкций.
В случае возникновения пожара в цехе или на судне необходимо срочно вызвать пожарную команду завода, а до ее прибытия принять меры по тушению пожара (воспользоваться огнетушителем, песком и водой) и меры по обеспечению безопасности людей и спасению имущества от огня.
Следует помнить, что масло, нефть можно тушить пенными огнетушителями или песком. Горячую электропроводку и электрические машины, находящиеся под напряжением, нельзя тушить водой и пенными огнетушителями, так как это может привести к поражению людей электрическим током. В таких случаях нужно немедленно обесточить проводку и машины и только после этого приступить к тушению огня. При возникновении пожара очень важно сохранить спокойствие, дисциплину и беспрекословно выполнять распоряжения руководителя, ответственного за тушение пожара.
Ответственность за организацию и состояние техники безопасности на предприятиях несет администрация этих предприятий, в составе которой имеются специальные отделы по технике безопасности, или инженеры по технике безопасности.
Все рабочие, перед допуском к работе, должны быть проинструктированы по безопасному ведению работ и в случае необходимости сдать соответствующее испытание по правилам техники безопасности.
Вредное влияние излучения электрической дуги, невидимые ультрафиолетовые лучи, используемые сварочной дугой, вредно действует на сетчатку и роговую оболочку глаз. Если смотреть не защищенными глазами на свет дуги в течение 5-10 минут, то спустя 1-2 часа после этого, появляется боль в глазах, спазмы век, слезотечение, светобоязнь и воспаление глаз. В этом случае нужно обратиться к врачу.
Для защиты зрения служат щитки и маски с защитными стеклами. Стекла совершенно не пропускают ультрафиолетовых лучей, а инфракрасные лучи пропускают лишь в пределах от 0,1 до 3% от общего количества.
Для предохранения от действия лучей сварочной дуги, людей, работающих по соседству с местами сварки, ограждают светонепроникающими щитами, ширмами или кабинами из фанеры и брезентом высотой 1,8 м. Для улучшения вентиляции внутри кабины, стенки не доводят до пола на 25-30 см. чтобы уменьшить разность в яркости света, стенки кабин окрашивают в матовые светлые тона (серый, голубой, желтый) и увеличивают искусственную освещенность рабочего места.
Поражение электрическим током. Предельное напряжение холостого хода при сварке не должно превышать, как правило, 70 В. Особенно опасно поражение током при сварке внутри резервуаров, где сварщик соприкасается с металлическими поверхностями, находящимися под напряжением по отношению к электродержателю.
Список используемой литературы.
1.Anders Norlin. A century of aluminium – a product of the future // A welding review published by Esab. Focus Aluminium, 2000. №2. с. 31-33.
2.Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. .: Машиностроение, 1977.
3. Аргоно-дуговая сварка алюминиевых сплавов для строительных конструкций, технологические рекомендации. М.: Госстройиздат, 1963.
4. Каталог ESAB, 1998.
5. Гуревич С.М. Справочник по сварке цветных металлов. Киев: Наукова думка, 1981.
6. Малаховский В.. Плазменная сварка. М.: Высш.шк., 1987.
7. Руссо В.Л. Сварка алюминиевых сплавов в среде инертных газов. Л.: Судпромгиз 1962.
8.Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Дуговая сварка алюминия и его сплавов. М.: Машиностроение, 1982.
9. Рабкин Д.М., Игнатьев В.Г., Довбищенко И.В. Сварка алюминия и его сплавов: курс лекций для специалистов-сварщиков. Киев: Наукова думка, 1983.
10.Klas Weman. Equipment for aluminiu welding //A welding review published by Esab. Focus Aluminium , 2000. №2. с. 11-13.
