

 Реферат: Технология автоматизация литейных процессов
Реферат: Технология автоматизация литейных процессов
Для освещения производственных помещений наиболее рационально применять комбинированную систему освещения. Автоматическое регулирование освещенности можно осуществить с помощью фотореле или путем блокировки с приводом конвертера или миксера. В качестве дополнительного местного освещения можно использовать прожекторы. Наряду с этим для уменьшения слепящего действия расплавленного металла следует предусматривать окраску технологического оборудования и производственных помещений в светлые тона.
Для отдыха в рабочее время в цехе оборудуются специальные помещения для отдыха, в которых температура, влажность и скорость движения воздуха регулируется кондиционером. Помещение для отдыха оборудуют умывальниками с подводкой холодной и горячей воды, устройствами питьевого водоснабжения и электрическими кипятильниками.
В состав санитарно-бытовых помещений входят гардеробные для хранения домашней и рабочей одежды, душевые и умывальные. Санитарно-бытовые помещения обычно находятся вблизи конвертерного цеха в отдельном трех- или четырехэтажном здании, которое соединяется с цехом теплым коридором.
Для организации питьевого режима в цехе предусмотрены сатураторные и фонтанчики с пресной водой с температурой 8-20°С. Расстояние от рабочих мест до места питьевого водоснабжения не должно превышать 75 м, что соответствует требованиям СНиП 2.09.04-00.
В системе мер, обеспечивающих благоприятные условия труда, большое место отводится вопросам цветового оформления помещений. Наиболее холодными и успокаивающими тонами являются голубовато-зеленоватые тона.
5.1.5 Пожарная безопасность
Согласно НПБ 105-95, по взрыво- и пожароопасности кислородно-конвертерное производство, связанное с выделением тепла, искр и пламени в процессе обработка негорючих материалов в расплавленном состоянии, относится к категории Г. В соответствие со СНиП 21.01-97 здание цеха выполнено из строительных конструкций I и II степени огнестойкости.
Взрывы и выбросы жидкого металла в ККЦ-1 могут происходить в результате загрузки в конвертер влажного металлолома или вместе с ним закрытых металлических сосудов с горючими жидкостями, маслами и водой, при вводе в жидкий металл влажных раскислителей и легирующих материалов. Существует также опасность прогара футеровки сталеплавильных агрегатов.
К средствам и способам пожаротушения относятся использование углекислоты, технологического пара, химической и воздушно-механической пены, а также воды. К месту пожара прокладывают пожарные рукава. В производственных помещениях оборудованы противопожарные уголки, снабженные ящиками с песком, емкостями с водой и пожаро-инвентарным щитом. Средствами пожаротушения в ККЦ-1 являются:
v станция водяного пожаротушения;
v станция пенного пожаротушения;
v станция газового пожаротушения.
В залах ЭВМ и помещениях архива, не имеющих оконных проемов в наружных стенах для дымоудаления, устанавливаются дымовые вытяжные шахты с ручным и автоматическим открыванием в случае пожара.
Прокладка кабелей через перекрытия, стены и перегородки осуществляется в отрезках несгораемых труб с соответствующей их герметизацией несгораемыми материалами.
Установки газового автоматического пожаротушения предусмотрены в залах для ЭВМ, помещениях для архивов магнитных и бумажных носителей, подпольных пространствах залов ЭВМ, внешних запоминающих устройств и т.д. Включение установок автоматического пожаротушения осуществляется автоматически от извещателей, реагирующих на появление дыма и повышение температуры.
Стальные несущие и ограждающие конструкции помещений ЭВМ защищают огнезащитными материалами или красками с пределом огнестойкости не менее 0.5 ч. В помещениях подготовки данных, сервисной аппаратуры и архивов магнитных носителей устанавливают быстродействующие огнезадерживающие устройства (заслонки, клапаны).
При тушении пожаров необходимо принимать меры для предупреждения распространения пожара.
5.2 Охрана окружающей среды
ЗСМК, выделяющий в окружающую среду вредные вещества, расположен от города на расстоянии около 20 км. Между комбинатом и городом нет ни одного промышленного предприятия, чтобы выбросы комбината складывались с выбросами других предприятий при направлении ветра в город. Значительная концентрация источников выделения вредных веществ на комбинате приводит к сильному загрязнению в радиусе 30-50 км от их источника. По СанПиН 2.2.1/2.1.1.984-00 ККЦ-1 относится к цехам класса I с санитарно-защитной зоной в 1000 м.
Состав газа, выделяющегося из горловины, обычно изменяется в следующих пределах: 83-89% CO, 9-11% CO2, 1.5-5% N2, до 3% O2 и сернистый газ. Отходящие газы содержат до 250 г/м3 пыли. По санитарным нормам допустимое содержание пыли в газах, выбрасываемых в атмосферу, не должно превышать 100 мг/м3, при этом среднесуточная концентрация пыли в приземном слое должна быть £0.15 мг/м3, поэтому все кислородные конвертеры оборудуются системами отвода и очистки отходящих газов (степень очистки должна быть 99.9%).
Неорганизованный выброс пыли и газов, поступающих в атмосферу при повалке конвертеров, заливке чугуна и сливе металла, оказывает существенное влияние на санитарное состояние воздушного бассейна.
Вокруг конвертера в ККЦ-1 сооружен защитный кожух с отсосом дыма и выбросов в газоотводящий тракт конвертера. Для предотвращения загрязнения водного бассейна сточными водами конвертерный цех оборудован оборотным циклом водоснабжения.
Вредные вещества, выбрасываемые в атмосферу из труб, переносятся и рассеиваются в них по-разному в зависимости от метеорологических условий. Они могут осаждаться на поверхности земли, растительности и водной поверхности, вымываться из атмосферы дождями. На процесс рассеивания выбросов в атмосфере оказывает влияние целый ряд факторов: состояние атмосферы, рельеф местности и характер расположения на ней предприятии, высота трубы, скорость газов трубе, температура и плотность газов и др.
На рис.20 изображена схема газоочистных сооружений за конвертером.
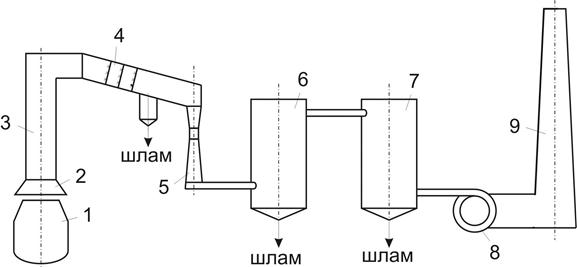
Рисунок 20 – Схема газоочистки за конвертером емкостью 160 т:
1 – конвертер; 2 – юбка котла-охладителя; 3 – котел-утилизатор; 4 – орошаемый газоход; 5 – труба Вентури; 6 – каплеуловитель №1; 7 - каплеуловитель №2; 8 – нагнетатель; 9 – дымовая труба.
Газоочистка имеет три ступени очистки газов от пыли и окончательного их охлаждения пред нагнетателем. Первая ступень – котел-охладитель ОКГ-160 – служит для предварительного охлаждения газов и улавливания крупных фракций пыли. Вторая ступень – орошаемый газоход - предназначена для окончательного охлаждения газов. Третья ступень – прямоугольная высоконапорная труба Вентури для тонкой очистки газов от мелкодисперсной пыли. Улавливание капель на влаге происходит после окончательной очистки газов с помощью каплеуловителей, после чего очищенные конвертерные газы направляются через нагнетатель в дымовую трубу и далее в атмосферу.
Внедрение АСУ процессом раскисления легирования стали в конвертере позволяет повысить точность расчета масс подаваемых ферросплавов и осуществлять их автоматическое дозирование. Вследствие этого улучшается попадание стали по химическому составу в заданные пределы и сокращается количество дополнительных корректировок в конвертере. Это приводит к сокращению общего времени обработки стали на установке, уменьшению вредных выбросов в атмосферу. Кроме того, уменьшается среднее количество ферросплавов, подаваемых на плавку, и, следовательно, количество вредных выбросов в воздух.
ЗАКЛЮЧЕНИЕВ дипломном проекте проведено изучение проектируемой технологии раскисления и легирования стали применительно к ККЦ-1 ОАО "ЗСМК".
Обоснована необходимость создания автоматизированной системы управления процессом раскисления и легирования стали как составляющей общей производственной автоматизированной системы управления кислородно-конвертерного процессом.
Рассмотрены и разработаны различный виды обеспечения автоматизированной системы управления процессом раскисления и легирования стали. Изучен и опробован метод и алгоритм оптимизации процесса раскисления и легирования. По результатам расчетов установлена необходимость и целесообразность введения в ранее разработанный алгоритм процедуры оптимизации. При испытании соответствующей процедуры получено улучшение результатов работы алгоритма на основе использования угоревших масс элементов.
В результате выполненной в дипломном проекте работы установлено влияние коэффициентов критерия оптимизации на качественные и экономические характеристики производства стали, построены последовательности фактических, расчетных и оптимизированных масс ферросплавов, содержания элементов в стали на ряде плавок, выбранных для испытания алгоритмов раскисления и легирования стали.
Указанные методы и алгоритмы опробованы на результатах раскисления и легирования стали и могут быть использованы в ККЦ-1 ОАО "ЗСМК". Полученные результаты подтверждают работоспособность алгоритмов при раскислении и легировании стали.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ИНФОРМАЦИИ1. Бигеев А.М. Металлургия стали. – М.: Металлургия, 1988. – 502 с.
2. Сталеплавильщик конвертерного производства. Кривченко Ю.С., Низяев Г.И., Шершевер М.А. – М.: Металлургия, 1991 – 255 с.
3. Коротич В.И., Братчиков С.Г., Металлургия черных металлов. – М.: Металлургия, 1987.
4. Воскобойников В.Г., Кудрин В.А., Якушев А.М. Общая металлургия. – М.: Металлургия, 1985. – 480 с.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20
