

 Реферат: Оптоволокно
Реферат: Оптоволокно
Изготовление заготовок вида «сердцевина в оболочке» (со ступенчатым показателем преломления) возможно осаждением материалов из газовой фазы. Все подобные методы используют чистое кварцевое стекло (диоксид кремния) в качестве основного материала, к которому добавляются небольшие количества легирующих компонент, изменяющих показатель преломления вещества. Как пример рассмотрим изготовление пористой заготовки. Реакция между газообразными компонентами происходит в пламени с образованием мелкозернистого осадка из диоксида кремния (и легирующего вещества). Мелкий белый порошок осаждается на подходящую поверхность (некоторый затравочный стержень или внутренняя поверхность трубки), затем его спекают (осветляют) температурным воздействием, получая после обработки однородный (возможно, легированный) материал оптического качества. Метод основан на реакции гидролиза смеси SiCl4 и O2 в пламени газовой горелки для получения порошка из малых частиц-кристалликов SiO2 для материала оболочки.
В газовый поток добавляется TiCl4, чтобы получить материал сердцевины, легированный титаном. Этот поток направлялся вниз (рис. 14), внутрь кварцевой трубки, и на внутренней поверхности трубки осаждался слой порошка. Если после этого трубка нагревалась и схлопывалась, то слой легированного кварцевого стекла, осажденный внутри, образовывал легированную сердцевину внутри схлопнутой трубки - внешней оболочки. Из приготовленной таким образом заготовки вытягивался волоконный световод. Недостаток метода связан с тем, что таким методом трудно изготовить световод большого диаметра. Кроме того, титан на стадии вытягивания жилы световода стремится восстановить трёхвалентное состояние, вместо исходного четырёхвалентного. Обладая разной диффузионной способностью, ионы титана могут не дать требуемого профиля показателя преломления. Помешать образованию трёхвалентного титана может отжиг волокна в кислородной атмосфере после вытягивания, делая при этом световод значительно более хрупким. Для устранения возникших проблем вводится модифицированный процесс, сохраняющий стадию пламенного гидролиза без изменений и осаждающий порошок не внутри трубки, а на боковой поверхности цилиндрической подложки из кварцевого стекла. Последовательность осаждения такова: получение нескольких слоёв одинаково легированного кварцевого стекла, в дальнейшем образующего сердцевину. За сердцевиной следуют несколько слоёв чистого кварцевого стекла, образующих оболочку. Образованные таким образом слои затем спекаются в сплошную стеклообразную массу, а цилиндрическая подложка удаляется с помощью высверливания и полировки отверстия, чтобы получить заготовку, которую можно схлопнуть и перетянуть в волоконный световод. При замене TiCl4 на GeCl4 решается проблема ионов титана. Однако, германий летуч и при схлопывании может произойти значительная потеря легирующей добавки из-за испарения. Метод осаждения на циллиндрическую подложку способен обеспечить производство волоконных световодов диаметром 50 мкм, он же позволяет быстро осаждать материал, т.к. скорость осаждения определяется в основном скоростью потока газообразных реагентов через горелку. Метод позволяет производить заготовка со ступенчатым и плавным профилем показателя преломления, к тому же метод хорошо контролируется. Плавность профиля достигается многократным осаждением.
Наиболее простой на первый взгляд способ изготовления заготовки – «штабик в трубке», - когда стержень сердцевины плотно вставляется в трубку из материала оболочки, имеет ряд технологических проблем: трудно получить достаточно чистые поверхности штабика и трубки. Удовлетворительное качество поверхности кварцевого штабик - сердечника достигается лишь травлением, т.к. кварцевое стекло - однокомпонентный материал и травится равномерно при равных воздействиях. Травление же может значительно ухудшить чистоту стекла.
3.2.2 Установки для вытягивания световодов.
 Для получения однородного
оптического волокна необходимо управлять двумя определяющими параметрами:
скоростью намотки световода и скоростью подачи заготовки. Если рассмотреть
достаточно длительный период времени протягивания волокна, то при усреднении по
времени протягивания материал не будет накапливаться в области «луковицы» в
горячей зоне печи. Математически это выражается тем, что усредненные за время
протягивания произведения квадрата радиуса на скорость протягивания для
заготовки и волокна должны быть равны. Тем не менее, для коротких по времени
интервалов приведенное соотношение не будет выполняться: положение луковицы
флуктуирует (колеблется) по вертикали относительно источника нагрева. Это
неизбежно приведет к флуктуациям диаметра световода. Подобные флуктуации
диаметра особенно значительны в самом начале подачи заготовки. Невозможно
обеспечить постоянство размера луковицы в то время, пока процесс еще не
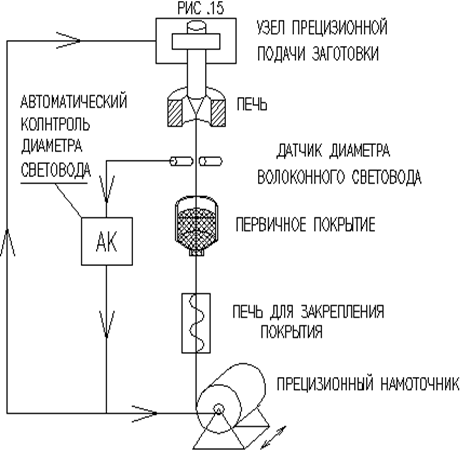
установился. Такую нестабильность диаметра можно исправить, отслеживая его
датчиком обратной связи. Подобный датчик контролирует скорость подачи заготовки
и в случае необходимости изменяет её (рис.15). Собственно анализ процесса
образования луковицы представляет собой сложную математическую задачу. Луковица
сохраняется в результате баланса натяжения, создаваемого вытяжным устройством,
поверхностного натяжения стекла (для различных марок стекол с различными
добавками коэффициент поверхностного натяжения различен), веса и степени
вязкости стекла. Распределение температуры определяется в общем случае
достаточно сложным уравнением переноса. В конечном результате пока наилучшим
оказывается экспериментальный путь - подгон параметров под требуемые.
Для получения однородного
оптического волокна необходимо управлять двумя определяющими параметрами:
скоростью намотки световода и скоростью подачи заготовки. Если рассмотреть
достаточно длительный период времени протягивания волокна, то при усреднении по
времени протягивания материал не будет накапливаться в области «луковицы» в
горячей зоне печи. Математически это выражается тем, что усредненные за время
протягивания произведения квадрата радиуса на скорость протягивания для
заготовки и волокна должны быть равны. Тем не менее, для коротких по времени
интервалов приведенное соотношение не будет выполняться: положение луковицы
флуктуирует (колеблется) по вертикали относительно источника нагрева. Это
неизбежно приведет к флуктуациям диаметра световода. Подобные флуктуации
диаметра особенно значительны в самом начале подачи заготовки. Невозможно
обеспечить постоянство размера луковицы в то время, пока процесс еще не
установился. Такую нестабильность диаметра можно исправить, отслеживая его
датчиком обратной связи. Подобный датчик контролирует скорость подачи заготовки
и в случае необходимости изменяет её (рис.15). Собственно анализ процесса
образования луковицы представляет собой сложную математическую задачу. Луковица
сохраняется в результате баланса натяжения, создаваемого вытяжным устройством,
поверхностного натяжения стекла (для различных марок стекол с различными
добавками коэффициент поверхностного натяжения различен), веса и степени
вязкости стекла. Распределение температуры определяется в общем случае
достаточно сложным уравнением переноса. В конечном результате пока наилучшим
оказывается экспериментальный путь - подгон параметров под требуемые.
3.2.3 Печь
Метод получения горячей зоны с требуемыми характеристиками целиком зависит от материалов, используемых в конкретном процессе. Для вытягивания заготовок из кварцевого стекла необходима температура около 2200 - 2500 градусов. Требуемая температура достигается путем применения нагревательных графитовых элементов. Условием применения графита является помещение его в тугоплавкий (двуокись циркония, платина) лайнер для защиты от быстрого окисления кислородом либо воздухом. Лайнер должен быть заполнен инертным газом. Если необходимо использовать меньшие температуры плавления (для пластиков или органических соединений) возможно применение электрических печей с металлической обмоткой в качестве нагревателя.
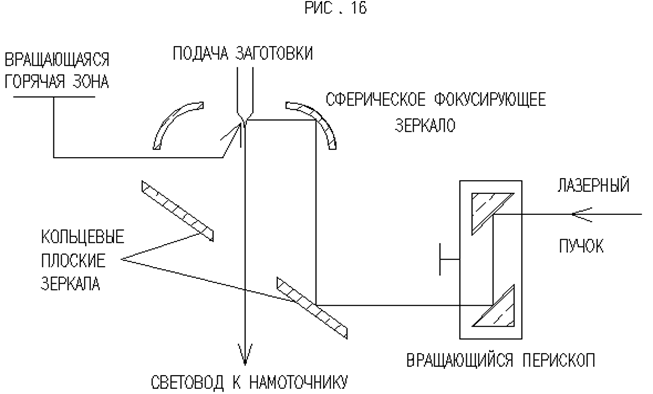 |
В идеале зона нагревания должна быть хорошо контролируема и минимальна по размерам. Таким требованиям удовлетворяет лазерное плавление (рис.16).
Мощность лазерного луча достаточно легко контролировать, следовательно, легко контролировать скорость и область плавления волокна. Лазерный луч падает на вращающейся зеркальный перископ так, что выходящий пучок сканирует по образующей цилиндра диаметром несколько сантиметров, попадает на наклонное зеркало с отверстием в центре, через которое пропускается световодное волокно. Затем сканирующий пучок с помощью вогнутого зеркала сводится во вращающееся фокальное пятно в фиксированной точке у конца заготовки, где образуется луковица. При условии, что заготовка точно центрирована относительно фокальной точки оптической системы, луковица однородно нагревается со всех сторон и сильно уменьшается благодаря тому, что сфокусированный пучок очень узок. Подобная вытяжная установка позволяет справиться с переходными флуктуациями диаметра волоконного световода, характерными для вытяжных установок с протяженной горячей зоной и возникающими из-за механического дрейфа положения луковицы.
3.2.4 Приемное устройство.
Наиболее простая конструкция приемного устройства – барабан для намотки волоконного световода. Барабан приводится во вращательное и одновременно с тем поступательное движение прецизионными приводами. Постоянная скорость поступательного движения обеспечивает намотку с постоянным шагом. При шаге 200 мкм (50 витков на сантиметр) на барабане диаметром 25 см 1 километр световода займет 25 -30 см длины барабана при однослойной намотке. Если использовать барабан длинной 1м, то при непрерывном процессе протягивания в одном слое уместиться 15 километров световода. Скорость намотки постоянна, но задается до начала протягивания; значение скорости варьируется от 1 км / ч до 1 км / мин. Для хорошего контроля скорости барабан должен быть точно сбалансирован по своей оси. Поверхность барабана должна быть гладкой. Чтобы предотвратить намотку волокна на барабан в натянутом состоянии (и возникновение вследствие этого микротрещин и микроизгибов волокна) барабан охлаждают. Либо на время намотки барабан нагревают до температуры, большей чем температура окружающей среды, равная температуре наматываемй оптической жилы. Нагретый барабан предотвратит натяжение волокна.
Другой способ вытягивания волокна - применение кабестана (тянущего ролика). Световод в таком случае прижимается вспомогательным роликом к прецизионному колесу тянущего ролика, охватывая его. В таком случае можно осуществить точный контроль скорости вытягивания световода и обеспечить непрерывное вытягивание (даже если в дальнешем наматываются короткие отрезки на разные катушки), исключив остановки и запуски, связанные со сменой катушек и неизбежно вызывающие некоторые колебания размеров вытягиваемого световода при каждом переключении. Используя роликовый приемно-вытяжной механизм, можно связать вытяжную установку непосредственно с экструзионной (выдавливающей) линией для покрытия световода упрочняющим материалом либо электролитической ванной для покрытия слоем металла. Затем можно провести многослойную намотку очень длинных световодов на катушку с фланцами. Пока световод не имеет покрытия, лучше ограничится однослойной намоткой. Изгибы световодов на барабане при многослойной намотке мешают проведению контроля характеристик световода.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8
