

 Реферат: Литьё цветных металлов в металлические формы - кокили
Реферат: Литьё цветных металлов в металлические формы - кокили
Технологические методы направлены на повышение стойкости поверхностного слоя рабочей полости, имеющего наибольшую температуру при работе кокиля. Для этого используют армирование, поверхностное легирование, алитирование, силицирование, термическую обработку различных видов, наплавку, напыление на рабочую поверхность материалов, повышающих стойкость кокиля. Каждый из этих способов предназначен для повышения стойкости кокиля к разрушениям определенного вида.
![]() Эксплуатационные методы
повышения стойкости кокилей основаны на строгой регламентации температурного
режима кокиля, зависящего от температуры кокиля перед заливкой, температуры
заливаемого металла, состава, свойств и состояния огнеупорного покрытия на его
рабочей поверхности, темпа
Эксплуатационные методы
повышения стойкости кокилей основаны на строгой регламентации температурного
режима кокиля, зависящего от температуры кокиля перед заливкой, температуры
заливаемого металла, состава, свойств и состояния огнеупорного покрытия на его
рабочей поверхности, темпа 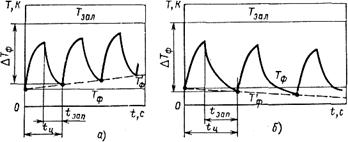 (частоты заливок) работы кокиля. Перед
заливкой кокиль нагревают или охлаждают (если он был нагрет) до оптимальной для
данного сплава и отливки температуры TФ (см. табл. 2.4). Начальная температура Тф
кокиля зависит от темпа работы кокиля (рис. 2.11). При повышении темпа
работы сокращается продолжительность tц цикла, в основном вследствие уменьшения
времени t3an от выбивки отливки из кокиля до следующей
заливки. Это приводит к тому, что в момент заливки кокиль имеет температуру
несколько выше требуемой (рис. 2.11, а), С увеличением Ц кокиля уменьшается
разность температур АГФ — Тюл — Тф и
соответственно уменьшаются остаточные напряжения в кокилях из
упруго-пластических материалов. Вместе с тем повышение Гф
способствует интенсификации коррозии, структурных превращений и других
процессов в материале кокиля, что снижает его стойкость.
(частоты заливок) работы кокиля. Перед
заливкой кокиль нагревают или охлаждают (если он был нагрет) до оптимальной для
данного сплава и отливки температуры TФ (см. табл. 2.4). Начальная температура Тф
кокиля зависит от темпа работы кокиля (рис. 2.11). При повышении темпа
работы сокращается продолжительность tц цикла, в основном вследствие уменьшения
времени t3an от выбивки отливки из кокиля до следующей
заливки. Это приводит к тому, что в момент заливки кокиль имеет температуру
несколько выше требуемой (рис. 2.11, а), С увеличением Ц кокиля уменьшается
разность температур АГФ — Тюл — Тф и
соответственно уменьшаются остаточные напряжения в кокилях из
упруго-пластических материалов. Вместе с тем повышение Гф
способствует интенсификации коррозии, структурных превращений и других
процессов в материале кокиля, что снижает его стойкость.
 При уменьшении темпа работы
(рис. 2.11,6) продолжительность цикла возрастает также из-за увеличения
времени t3an. Это приведет к тому, что перед очередной заливкой температура Т'ф
будет ниже заданной, соответственно возрастет разность температур АГФ
и увеличатся остаточные напряжения в кокиле, его стойкость понизится.
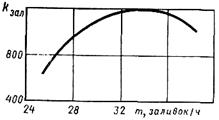
Производственные данные показывают (рис. 2.12), что для данного конкретного
кокиля существует оптимальный темп работы т, при котором стойкость его &зал
наибольшая.
При уменьшении темпа работы
(рис. 2.11,6) продолжительность цикла возрастает также из-за увеличения
времени t3an. Это приведет к тому, что перед очередной заливкой температура Т'ф
будет ниже заданной, соответственно возрастет разность температур АГФ
и увеличатся остаточные напряжения в кокиле, его стойкость понизится.
Производственные данные показывают (рис. 2.12), что для данного конкретного
кокиля существует оптимальный темп работы т, при котором стойкость его &зал
наибольшая.
На стойкость кокиля оказывает влияние температура заливаемого металла Гзал. Повышение температуры металла выше требуемой по технологии для данной отливки приводит к снижению стойкости кокиля и ухудшению качества отливки — усадочным раковинам, рыхлотам, трещинам.
![]() Стойкость кокиля может быть
повышена при надлежащем уходе за ним при эксплуатации. Это обеспечивается
системой планово-предупредительного ремонта (ППР).
Стойкость кокиля может быть
повышена при надлежащем уходе за ним при эксплуатации. Это обеспечивается
системой планово-предупредительного ремонта (ППР).
Технологические режимы литья
Почти всегда, за исключением особых случаев, требуемое качество отливки достигается при условии, если литейная форма заполнена расплавом без неспаев, газовых и неметаллических включений в отливке, а при затвердевании в отливке не образовалось усадочных дефектов — раковин, пористости, трещин — и ее структура и механические свойства отвечают заданным. Из теории формирования отливки известно, что эти условия достижения качества во многом зависят от того, насколько данный технологический прооцесс обеспечивает выполнение одного из общих принципов получения качественной отливки — ее направленное затвердеание и питание. Направленное затвердевание и питание усадки отливки обеспечивается комплексом мероприятий: рациональной конструкцией отливки, ее расположением в форме, конструкцией ЛПС, технологическими режимами литья, конструкцией и свойствами материала формы и т. д., назначаемых технологом с учетом свойств сплава и особенностей взаимодействия формы с расплавом. Напомним, что при литье в кокиль главная из этих особенностей — высокая интенсивность охлаждения расплава и отливки. Это затрудняет заполнение формы расплавом, ускоряет охлаждение его в форме, что не всегда благоприятно влияет на качество отливок, особенно чугунных.
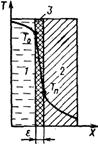 Интенсивность теплового
взаимодействия между кокилем и расплавом или отливкой возможно регулировать в
широких пределах. Обычно это достигается созданием определенного термического
сопротивления на границе контакта отливки 1 (расплав) — рабочая
поверхность полости кокиля 2 (рис. 2.13). Для этого на поверхности
полости кокиля наносят слой 3 огнеупорной облицовки и краски (табл.
2.3). Благодаря меньшей по сравнению с металлом кокиля теплопроводности λкр
огнеупорного покрытия между отливкой и кокилем возникает термическое
сопротивление переносу теплоты:
Интенсивность теплового
взаимодействия между кокилем и расплавом или отливкой возможно регулировать в
широких пределах. Обычно это достигается созданием определенного термического
сопротивления на границе контакта отливки 1 (расплав) — рабочая
поверхность полости кокиля 2 (рис. 2.13). Для этого на поверхности
полости кокиля наносят слой 3 огнеупорной облицовки и краски (табл.
2.3). Благодаря меньшей по сравнению с металлом кокиля теплопроводности λкр
огнеупорного покрытия между отливкой и кокилем возникает термическое
сопротивление переносу теплоты:
![]() ,
,
где ![]() - коэффициент тепловой проводимости
огнеупорного покрытия-
- коэффициент тепловой проводимости
огнеупорного покрытия- ![]() — толщина слоя огнеупорного покрытия.
— толщина слоя огнеупорного покрытия.
![]() Огнеупорное покрытие уменьшает скорость q отвода теплоты от расплава и отливки,
зависящую от тепловой проводимости огнеупорного покрытия и разности между
температурой
Огнеупорное покрытие уменьшает скорость q отвода теплоты от расплава и отливки,
зависящую от тепловой проводимости огнеупорного покрытия и разности между
температурой ![]() поверхности отливки и температуры
поверхности отливки и температуры ![]() поверхности кокиля:
поверхности кокиля:
![]() .
.
Величины ![]() и λкр возможно изменять в самых широких пределах,
регулируя коэффициент тепловой проводимости огнеупорного покрытия и
соответственно скорость охлаждения отливки, а следовательно, ее структуру,
плотность, механические свойства.
и λкр возможно изменять в самых широких пределах,
регулируя коэффициент тепловой проводимости огнеупорного покрытия и
соответственно скорость охлаждения отливки, а следовательно, ее структуру,
плотность, механические свойства.
Таблица 2.3
Составы огнеупорных покрытий (красок) кокилем
| Назначение | Компоненты | Содержание, мас.% | Коэффициент теплопроводности, Вт/ (.ч -К) |
| Для отливок из алюми- ниевых сплавок | 1 Окись цинка | 15 | 0,41 |
| Асбест прокаленный (пудра) | 5 | ||
| Жидкое стекло | 3 | ||
| Вода | 77 | ||
| 2. * Асбест прокаленный | 8.7 | 0,27 | |
| Мел молотый | 17,5 | ||
| Жидкое стекло | 3,5 | ||
| Вода | 70,3 | ||
| Для отливок id магние- | 3. Тальк | 18 | 0,39 |
| вых сплавок | Борная кислота | 2,5 | |
| Жидкое стекло | 2,5 | ||
| Вода | 77 | ||
| Для отливок из чугуна | 4. Пылевидный кварц | 10— 15 | 0,58 |
| Жидкое стекло | 3 - 5 | ||
| Вода | 87—80 | ||
| 5. * Молотый шамот | 40 | 0,25 | |
| Жидкое стекло | 6 | ||
| Вода | 54 | ||
| Марганцевокйслый ка- | |||
| лий 0,05 % (сверх 100 %) | |||
| Для отливок из стали | 6. Огнеупорная составляю- | 30 —40 | 0,3 |
| щая (циркон, карбооунд, | |||
| окись хрома) | |||
| Жидкое стекло | 5 - 9 | ||
| Борная кислота | 0,7—0,8 | ||
| Вода |
Остальное до плотно- сти 1,1-1,22 г/см3 |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8
