

 Реферат: Литьё цветных металлов в металлические формы - кокили
Реферат: Литьё цветных металлов в металлические формы - кокили
При литье крупных, сложных отливок для определения размеров литниковой системы пользуются специальными методами [8].
Технологические режимы литья назначают в зависимости от свойств сплава, конфигурации отливки и предъявляемых к ней требований.
Состав и толщину слоя краски на поверхности рабочей полости кокиля назначают в соответствии с рекомендациями табл. 2.3. Для регулирования скорости отвода теплоты от различных частей отливки толщину и свойства огнеупорных покрытий в разных частях кокиля часто делают различными. Для1 окраски в этом случае используют трафареты. Поверхности каналов литниковой системы покрывают более толстым слоем красок с пониженной теплопроводностью, а поверхности прибыльных частей иногда оклеивают тонколистовым асбестом (клеем служит жидкое стекло).
Температуру нагрева кокиля перед заливкой прини-мают, руководствуясь данными табл. 2.4.
Температурузаливки расплава в кокиль назначают в зависимости от химического состава сплава, толщины стенки отливки и ее размеров. Для силуминов типа АЛ2, АЛ4, АЛ9 ее принимают равной 973—4023 К, для широкоинтервальных сплавов типа АЛ 19, обладающих пониженной жидкотекучестью,— равной 993—1043 К.
Продолжительность выдержки отливки в кокиле назначают с учетом ее размеров и массы. Обычно отливки охлаждают в форме до температуры 650 К. Продолжительность охлаждения отливки до температуры выбивки определяют расчетом по известным формулам [2, 14] и окончательно корректируют при доводке технологического процесса.
Отливки из магниевых сплавов
Литейные свойства. Магниевые литейные сплавы по сравнению с алюминиевыми обладают худшими литейными свойствами: пониженной жидкотекучестью, большой (1,2—1,5%) усадкой, склонностью к образованию горячих трещин, пониженной герметичностью, высокой склонностью к окислению в жидком и твердом состоянии, способностью воспламеняться в жидком состоянии. Магниевые сплавы имеют большой интервал кристаллизации, склонны к растворению газов и поэтому в отливках часто образуются микрорыхлоты. Отливки нз магниевых сплавов склонны к короблению при затвердевании и термической обработке.
Наибольшее применение для литья в кокиль нашли сплавы МЛ5 (системы Mg — А1 — Zn), МЛ6 (системы Mg — Al — Zn), МЛ12 (системы Mg — Zn — Zr) МЛ10 (Mg — Nd — Zr).
Влияние кокиля на свойства отливок. Кокиль практически не вступает в химическое взаимодействие с магниевым расплавом, что уменьшает окисляемость сплава, улучшает качество отливок. Пониженная жидкотекучесть сплавов вызывает необходимость заливать их в кокили при повышенной температуре, особенно при изготовлении тонкостенных отливок. Это приводит к повышению окисляемости сплава, вероятности попадания окислов в отливку, увеличению размеров зерна в структуре, ухудшению механических свойств отливки.
Для предотвращения горячих трещин в отливках, обусловленных повышенной усадкой сплавов, необходимо осуществлять «подрыв» неподатливых металлических стержней или использовать песчаные стержни; модифицирование сплавов церием и висмутом повышает трещиноустойчивость сплавов.
Положение отливки из магниевого сплава в кокиле имеет особенно важное значение для направленного ее затвердевания и питания. Для питания отливки обязательно используют прямые или отводные прибыли; для лучшей их работы прибыли выполняют в стержневых, асбестовых или керамических вставках.
Литниковые системы для магниевых сплавов расширяющиеся: fc:fк:fп= 1:2:3. Для крупных и сложных отливок fc:fк:fп = 1:4:6.
Размеры элементов литниковых систем определяют, пользуясь формулами. (2.1), (2.3) и зависимостями коэффициентов расхода, приведенными выше. Объем прямой или отводной прибыли определяют из соотношения Vпр=(2-2,5) Vп.о ,где Vп.о — объем питаемого узла отливки. Способы подвода расплава в кокиль и конструкции литниковых систем такие же как и для алюминиевых сплавов (см. рис. 2.15). Особое внимание следует обращать на рассредоточенный подвод расплава в рабочую полость. Это вызвано пониженной жидкотекучестью магниевых сплавов и их малой теплопроводностью. Последнее свойство при сосредоточенном подводе приводит к замедленному охлаждению отлпвки в месте подвода питателя и образованию в эгом месте усадочных дефектов - пористости, рыхлот, трещин.
Технологические режимы литья магнеевых сплавов в кокиль назначают с учетом их литейных свойств, конфигурации отливки и предьявляемых к ней требований.
Состав и толщину краски рабочей полости кокиля принимают но рекомендациям табл. 2.3. Для устранения окисления и загорания сплава при заливке рекомендуется покрывать по-верхность кокиля и кромки заливочной чаши серным цветом, кото-рый сгорая, создает защитную среду вокруг отливки.
Температуру нагрева кокиля перед залинкой назна-чают в пределах указанных в табл. 2.4.
Температура заливки магниевых сплавов зависит от химического состава, но обычно на 100- 150 К выше линии ликвидна, что вызвано их пониженной жидкотекучестью. Обычно температура заливки составляет 1000-- 1020 К для тонкостенных отливок и 950-980 К для массивных, толстостенных
Отливки из медных сплавов
Литейные свойства. Литьем в кокиль изготовляют отливки из латуней, бронз, а также чистой меди.
Латуии имеют обычно небольшой интервал кристаллизации, хорошую жндкотекучесть, но большую усадку; 1,5—2,5% в зави-симости от химического состава. Латуни мало склонны к образованию усадочной пористости, но, как и все медные сплавы, интенсивно, растворяют водород, особенно кремнистые латуни, отливки из которых часто поражаются газовой пористостью.
Бронзы оловянные имеют высокую жидкотекучесть, повышенную усадку (1.4—1,6%), большой интервал кристаллизации, а потому и повышенную склонность к образованию усадочной пористости в отливках. Алюминиевые бронзы имеют небольшой интервал кристаллизации, большую усадку (1,7—2,5%); отливки нз них получаются плотными, но они склонны к образованию окисных плен из-за повышенной окисляемости содержащегося в них алюминия. Плены, попадающие в отливку, снижают ее механические свойства и герметичность. Кремнистые бронзы, аналогично кремнистым латупям, склонны к образованию газовой пористости.
Свинцовые бронзы склонны к ликвации, ухудшающей свойства отливок.
Чистая медь имеет низкую жидкотекучесть, высокую усадку (1,8—2%), интенсивно растворяет газы, которые при затвердев а ни и отливки образуют газовую пористость и раковины в ней. При плавке мель интенсивно окисляется. Окислы меди ухудшают ее литейные свойства, а также механические свойства и электропроводность отливок.
Влияние кокиля на качество отливок. Высокая скорость охлаждения и затвердевания при литье в кокиль благоприятно влияет на качество отливок: повышаются их механические свойства, герметичность, плотность, улучшается структура. Повышение скорости охлаждения способствует приближению характера затвердевания широкоинтервальных сплавов к последовательному. Поэтому, например, отливки из оловянных бронз в кокиль имеют большую плотность, чем при литье в песчаные формы. Отлнвки из кремнистых латуне.й и бронз меньше поражены газовой пористостью, так как высокая скорость охлаждения расплава препятствует выделению газов из раствора. Повышенная скорость затвердевания отливок из свинцовых бронз уменьшает ликвацию, способствует измельчению включений свинца, что повышает антифрикционный свойства отливок.
Отливки из медных сплавов при литье в кокиль часто поражены трещинами, так к.а-к кокиль неподатлив. Это затрудняет получение в кокилях сложных тонкостенных отливок. Главная мера -предупреждения этих дефектов — хорошее раскисление и рафинирование сплавов — освобождение их от окислов, сильно влияющих на трещйноустойчивость сплавов, а также создание условий для направленного затвердевания и питания отливки.
![]()
 Положение
отливки в кокиле должно обеспечивать направленное затвердевание .и питание ее
при усадке. Поэтому располагают массивные ее части вверху и на них
устанавливают прибыли.
Положение
отливки в кокиле должно обеспечивать направленное затвердевание .и питание ее
при усадке. Поэтому располагают массивные ее части вверху и на них
устанавливают прибыли.
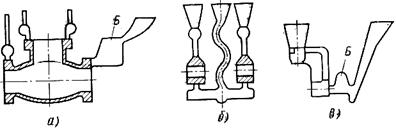
Литниковая система (рис. 2.16,) для медных сплавов должна обеспечивать плавное заполнение формы и питать отливку в процессе ее затвердевания. Поэтому литники делают большого сечения, одновременно выполняющими функции прибылей. Между стояком и питателем устанавливают питающие бобышки Б, ,в кр-торых происходит также частичное шлакозадержание. Для отливок из алюминиевых, марганцевых и кремнистых бронз используют нижний подвод расплава через зигзагообразные и наклонные стояки (рис. 2.16, б, в), шлакоуловители и плоские щелевидные питатели. Тонкостенные мелкие отливки заливают сверху (рис. 2.16, а), обычно с подводом расплава в питающую бобышку Б. Для отливок из медных сплавов применяют как расширяющиеся, так и суживающиеся литниковые системы. Для сплавов, склонных к образованию плен (алюминиевых, марганцевых бронз), используют расширяющиеся литниковые системы (fп:fл.х:fс=3:2: 1), а для латуни — суживающиеся (fп:fл.х:fс=1:2,5: 3,5).
Размеры элементов литниковой системы определяют, пользуясь известным гидравлическим методом расчета [8].
Технологические режимы назначают в зависимости от литейных свойств сплава, конфигурации отливки и требований к ней.
В состав красок рабочих поверхностей кокилей вводят вещества, способные при взаимодействии с расплавом испаряться и газифицироваться с образованием восстановительной среды, предотвращающей окисление расплава (см. табл. 2.3). Обычно это масла, графит, а также органические лаки, термореактивные смолы. Такие покрытия наносят на поверхность кокиля перед каждой заливкой или через две-три заливки.
Температуру нагрева кокиля перед заливкой назначают поданным табл. 2.4. Для получения отливок высокого качества из свинцовых бронз необходимо обеспечить высокую скорость затвердевания. Это достигается охлаждением кокилей водой, использованием для кокилей высокотеплопроводных материалов. Температура заливки медных сплавов зависит от химического состава и конфигурации отливки. Оловянные бронзы заливают при температурах 1420—1470 К; алюминиевые бронзы — при 1370—1430 К. Кремнистые латуни заливают при температурах 1250—1310 К, свинцовые латуни — при 1300—1380 К. Массивные отливки заливают при температурах, близких к нижнему пределу рекомендованных, тонкостенные — к верхнему.
Температуру выбивки отливок из кокилей назначают в зависимости от химического состава сплава, толщины стенки отливки и ее конфигурации.
Финишные операции и контроль отливок из цветных сплавов
Отливки из алюминиевых, магниевых, медных сплавов контролируют дважды: до отрезки литников и прибылей (предварительный контроль) и после. Литники и прибыли отрезают ленточными и дисковыми пилами, а в массовом производстве — на специаль-
них станках. От мелких отливок из латуней литники часто обрубают в штампах на прессах. При отрезке литников от отливок из магниевых сплавов должны быть приняты особые меры для удаления стружки, способной к самовозгоранию. Режимы термической обработки назначают, руководствуясь химическим составом, конфигурацией отливки и требованиями технических условий. После этого проводят повторный контроль отливок, проверяя их соответствие требованиям технических условий.
Дефекты отливок из цветных сплавов и меры их предупреждения
Общие характерные дефекты отливок при литье в кокиль следующие: 1) недоливы и неслитины при низкой температуре расплава и кокиля перед заливкой, недостаточной скорости заливки, большой газотворности стержней и красок и плохой вентиляции кокиля; 2) усадочные дефекты (раковины, утяжины, пористость) из-за нарушений направленного затвердевания и недостатного питания массивных узлов отливки, чрезмерно высокой температуры расплава и кокиля; местного перегрева кокиля, нерациональной конструкции литниковой системы; трещины появляются вследствие несвоевременного подрыва металлического стержня или вставки, высокой температуры заливки, нетехнологичной конструкции отливки; 3) шлаковые включения образуются при использовании загрязненных шихтовых материалов, недостаточном рафинировании перед заливкой, неправильной работе литниковой системы; 4) газовая пористость образуется при нарушении хода плавки (использование загрязненных влагой и маслом шихт, чрезмерно высокого перегрева, недостаточного рафинирования или раскисления сплава).
Специфические дефекты отливок из магниевых сплавов — это дефекты усадочного происхождения — пористость, трещины, рыхлоты,— обусловленные широким температурным интервалом затвердевания этих сплавов. Для устранения этих дефектов требуется доводка и точное соблюдение технологических режимов — температуры расплава и кокиля, краски и др. Часто отливки из магниевых сплавов вследствие плохой работы литниковой системы поражены шлаковыми включениями. Это недопустимо, так как приводит к коррозии отливки при ее эксплуатации и хранении. Такие дефекты устраняют тщательной доводкой литниковой системы и ведения процесса плавки.
Специфические дефекты отливок из медных сплавов следующие: газовая пористость при плохом рафинировании и очистке сплава от шлаковых частиц; вторичные окисные плены при литье алюминиевых бронз вследствие разделения потока расплава на струи и окисления его в форме; трещины из-за плохого раскисления сплавов при плавке.
