

 Реферат: Проектирование технологического процесса изготовления детали - крышка подшипниковая
Реферат: Проектирование технологического процесса изготовления детали - крышка подшипниковая
Тшт = То + Тв ( 1 + (aобс+aотл) / 100 ) , мин (18)
где То - машинное время, мин;
Тв - вспомогательное время, мин;
aобс = 3.5 мин - время на обслуживание рабочего места;
aотл = 4 мин - время на отдых, мин.
Вспомогательное время - это время затрачиваемое на установку, закрепление и снятие заготовки.
Штучно - калькуляционное время определим по формуле:
Тш.к. = Тшт + Тп.з./ n , мин (19)
где Тп.з. - подготовительно - заключительное время, мин;
n = 15000шт - пария деталей.
Расчет остальных норм времени ведем аналогично и результаты заносим в таблицу.
Таблица 5.3.1. Нормы времени.
| Операция |
То |
Тв |
aобс. |
aотл. |
Тшт |
Тп.з. |
Тш.к. |
| мин | мин | мин | мин | мин | мин | мин | |
| Токарная | 1.2 | 0.28 | 3.5 | 4 | 0.68 | 45 | 1.13 |
| Токарная | 1.12 | 0.26 | 3.5 | 4 | 1.98 | 45 | 1.43 |
| Токарная | 0.9 | 0.26 | 3.5 | 4 | 1.18 | 45 | 1.63 |
| Токарная | 0.5 | 0.32 | 3.5 | 4 | 0.88 | 45 | 1.33 |
| Токарная | 1.8 | 0.26 | 3.5 | 4 | 1.17 | 45 | 1.62 |
| Шлифовальная | 2.2 | 0.63 | 4 | 4 | 0.88 | 16 | 1.84 |
| Сверлильная | 1.5 | 0.4 | 4 | 4 | 0.71 | 16 | 1.7 |
5.3.3. Определение количества оборудования и степени его использования.
Расчетное количество станков, необходимых на каждой операции, для выполнения программы рассчитаем по формуле:
Sp = (åtшк * N ) / Fg * 60 , шт (20)
где åtшк - сумма штучно калькуляционного времени, мин;
N - годовая программа выпуска изделий, шт;
Fg = 4015 - действительный фонд работы оборудования, ч.
По полученным у нас результатам получаем:
Sp = 13.12 * 15000 / (4015 * 60) = 1.8 = 2
Коэффициент загрузки оборудования определим по формуле:
nзi =Sp / Snp ; (21)
где Sпр = 5 шт - принятое количество оборудования.
nзi = 2 / 5 = 0.4
5.4. Конструкция и расчет приспособления.
5.4.1. В качестве приспособления, на некоторых из операций моего технологического процесса, используется трехкулачковый клиновой патрон с пневмоприводом.
Принцип работы этого патрона упрощенно можно описать так: под действием сжатого воздуха клин перемещается и действует конусной частью на кулачек, который, в свою очередь, радиально перемещается. В следствии такого перемещения всех трех кулачков и происходит зажим/разжим заготовки.
5.4.2. Расчет приспособления на точность.
Для обеспечения необходимой точности детали при конструировании приспособления необходимо выбрать такую схему, при которой будет соблюдаться условие:
e £ eдоп (22)
где e - действительное значение погрешности базирования заготовки в приспособлении;
eдоп - допустимое значение погрешности базирования в приспособлении.
В нашем случае при зажиме крышки двигателя в патроне соблюдается принцип единства баз, то есть конструкторская и технологическая базы совпадают, следовательно e = 0.
5.4.3. Расчет исходного усилия и определения основных параметров зажимного устройства.
Требуемую силу зажима на каждом кулачке определим по формуле:
Wo = K * Pz * (Sin a/2) / (n * f) * D1/D2 , кгс (23)
где n = 3 - число кулачков;
K - коэффициент запаса;
Pz - окружная сила резания, кгс;
a = 90° - угол призмы кулачка;
f = 0.35 - коэффициент трения на рабочих поверхностях кулачка;
D1 = 80 мм - диаметр обрабатываемой поверхности.
D2 = 205 мм - диаметр зажимаемой поверхности.
К = Ко * К1 * К2 * Кз * Ки * К5 (24)
где Ко = 1.5 - гарантированный коэффициент запаса;
К1 = 1.0 - коэффициент, учитывающий состояние поверхности заготовки;
К2 = 1.05 - коэффициент, учитывающий увеличение силы резания
в следствии затупления инструмента;
Кз = 1.2 - коэффициент, учитывающий увеличение силы резания при
прерывистом резании;
Ки = 1.0 - коэффициент непостоянства зажимного усилия;
К5 = 1.0 - степень удобства расположения рукояток.
К = 1.5 * 1 * 1.05 * 1.2 * 1.1 = 2.0
По ГОСТ 12.2.029-77 минимальный запас надежности закрепления равен 2.5
Wo = 2.5 * 44 * 1 / (3 * 0.35) * 80/205 = 45Н
Рассчитаем необходимую силу привода.
Q = n * k’ * (1 + 3*l/l1 * f1) * tg (b * j) * Wo , H (25)
где k’ - коэффициент учитывающий дополнительные силы трения в патроне
(k’ = 1.05)
l = 30мм - вылет клочка от его опоры до центра приложения силы зажима;
l1 = 80мм - длина направляющей части кулачка;
b=12° - угол клина;
j=2° - угол трения на наклонной поверхности клина;
f1 = 0.12 - коэффициент трения в направляющих кулачка.
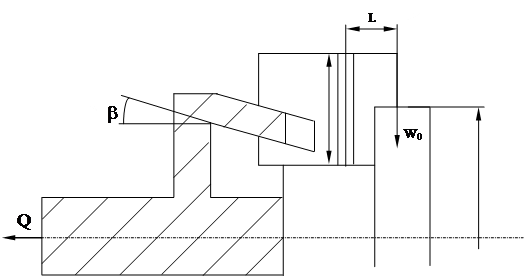
Рис. 2. Схема патрона с клиновым приводом.
Q = 3 * 1.05 ( 1 + 3 * 30 / 80 * 0.12 ) * tg(12+2) * 81 = 72H
Усилие на поршне равно усилию на штоке с учетом потерь на трение.
Qшт = Q/n ; H (26)
где n = 0.95 - потери на трение.
Определим диаметр поршня:
Dn = Ö 4Qпор / (p * P * n) ,мм (27)
где P = 45 - давление сжатого воздуха;
D = Ö 4 * 76 * 10 / (p * 4 * 0.95) =16мм
Принимаем D = 20мм.
6. Расчет размерных цепей.
Изображение размерных цепей графов находится в графической части курсового проекта.
Так как, нам необходим определить пять технологических размеров, то по совмещенному графу составляем пять уравнений и сводим их в таблицу.
Таблица 6.1. Расчет размерных цепей.
| Исходное | Допуск | Размерная цепь | Средняя величина | Очередность | расчета | определение | |
| звено | допуска | допуска | номинал. | тех. размера | |||
|
A1 |
0.5 |
A1=B6 - B7 |
0.25 | 2 | 1 |
B6 |
|
|
A2 |
0.3 |
A2=B8 - B7 |
0.15 | 6 | 2 |
B7 |
|
|
A3 |
0.3 |
A3=B6 |
0.15 | 1 | 3 |
B9 |
|
|
A4 |
0.3 |
A4=B10+B7-B7 -B9+B7 |
0.15 | 5 | 4 |
B5 |
|
|
A5 |
0.13 |
A5=B6- B7- B5 |
0.05 | 4 | 5 |
B10 |
|
|
A6 |
0.5 |
A6=B6- B7- B9 |
0.25 | 3 | 6 |
B6 |
|
|
S1 |
- |
S1= - B6+B7 |
- | - | 7 |
B7 |
|
|
S2 |
- |
S2= B7 -B6+B2 |
- | - | 8 |
B2 |
|
|
S3 |
- |
S3= B8-B6+B3 |
- | - | 9 |
B8 |
|
|
S4 |
- |
S4= -B9+B4 |
- | - | 10 |
B4 |
|
|
S5 |
- |
S5=B10-B9+B5 |
- | - | 11 |
B5 |
|
Расчет цепей проведем в два этапа:
1) Определение допусков (Т)
Для определения допусков на размеры B6 и B7 (TB6 и TB7) решим систему уравнений.
| A3 = B6
| A1 = B6 -B7
| TA3 = TB6 = 0.3
| TB7 = TB6 - TA1
TB7 = 0.3 - 0.5
Последнее равенство невыполнимо.
Поэтому мы вынуждены принять TB7 = 0.2
Получаем
TB7 £ TA1 + TB8 = 0.3 - 0.2 = 0.1
Получаем допуск на размер TB7 = 0.1
Принимаем TB7 = 0.14 , что соответствует квалитету.
2) Определим номинальные величины и отклонения технологических отклонений.
Так как А3 = В6 , то принимаем В6ном = 32.1 мм
Размер В6 - наружный, поэтому его допуск располагается в системе вала.
В6 = 32.1 -0.3
Для обеспечения размера В7 составим два условия.
А1min = B6min - B7min
А1max = B6max - B7max
Из этих уравнений найдем значения В5 и подставив имеющиеся значения величин получаем:
В7min = 31.08 - 2.9 = 28.18 мм
В7max = 32.1 - 2.9 = 29.2 мм
Так как размер В7 - тоже наружный, его допуск располагается в системе вала. Принимаем В7 = 29.2-0.2
ЗАКЛЮЧЕНИЕ
В ходе выполнения курсовой работы были получены следующие данные:
- тип производства - средне серийный
- способ поучения заготовки - литье под давлением
- разработан технологический процесс состоящий из семи операций
- в качестве механизированного приспособления используется
трехкулачковый клиновой патрон с пневмо приводом.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.
1. Косилова А.Г. и Мещерякова Р.К. Справочник технолога-
машиностроителя. Том 1 и том 2 -М.: Машиностроение, 1985.
2. Гузенков П.Г. Детали машин. -М.: Высшая школа, 1975.
3. Ицкович Г.М. и др. Курсовое проектирование деталей машин.
-М.: Машиностроение, 1970.
4. Маталин А.А. Технология машиностроения. -М.: Машиностроение,
1985, -496 с.
5. Курсовое проектирование по технологии машиностроения: Учебное
пособие для машиностроительных спец. вузов. Л.В. Худобин,
-М.: Машиностроение, 1970. -288с. :ил.
